はんだごてのメンテナンス完全ガイド|こて先の手入れで、仕上がりは変わる
「良いハンダ付け」は、腕前だけで決まるものではありません。実は道具——とりわけ"こて先"の状態が、仕上がりを大きく左右します。KMsoundでケーブルを一本ずつ手ハンダする職人が、毎日あたりまえに行っているはんだごてのメンテナンスを、自作派の方にも役立つ形でまとめました。
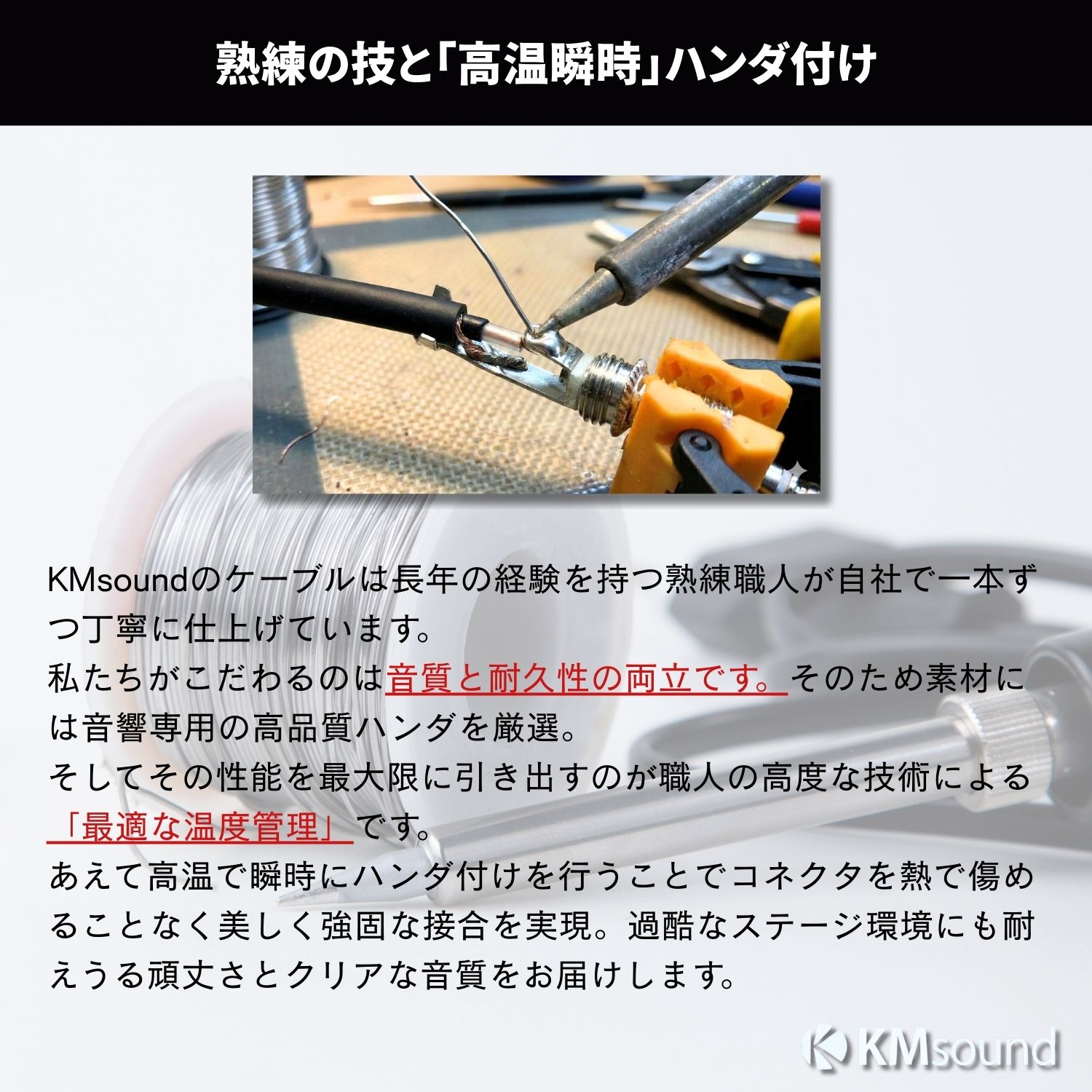
▲ KMsoundのケーブルを一本ずつハンダ付けする製作風景
なぜ「こて先の手入れ」がそこまで大事なのか
ハンダ付けは、こて先の熱を素早く・確実に対象へ伝えることが命です。ところがこて先は使ううちに酸化し、黒く曇って熱が伝わりにくくなります。こうなると——
- ハンダが溶けにくく、つい長く当ててしまう → パーツやケーブルを熱で傷める
- 熱不足でハンダが流れず、イモハンダ(冷えハンダ)になる → 接触不良・ノイズ・断線の原因
- 仕上がりが汚く、強度も落ちる
つまり、こて先のコンディション=接点の品質。手入れを怠った道具では、どれだけ腕があってもきれいな接点は作れません。
▲ 整えた道具と適切な温度管理が、強く美しい接点を生む
毎回やる、基本のメンテナンス
- 温度を上げすぎない。鉛フリーでも 320〜360℃程度が目安。高温で放置するほど、こて先の酸化(劣化)は一気に進みます。
- 使う直前・直後に「クリーニング」。水を含ませた専用スポンジ、または金属たわし型のクリーナーでサッと拭い、汚れと古いハンダを落とします。
- こて先に新しいハンダを薄く乗せる(コーティング/予備ハンダ)。銀色に保つことで酸化を防ぎ、熱の伝わりが安定します。
- 作業を終えるときも、こて先にハンダを乗せた状態で電源オフ。むき出しのまま冷ますと酸化が進みます。

▲ 銀色=熱が伝わる/黒い酸化=熱が伝わらない。温度は320〜360℃が目安
こて先が「酸化して反応しなくなった」ときの復活法
放置して真っ黒になり、ハンダを当てても弾く(乗らない)状態になったら、こて先リフレッサー(チップリフレッサー)の出番です。加熱したこて先を専用ペーストに軽く当てると、酸化膜が落ちて再びハンダが乗るようになります。
それでも回復しない・先端が削れて変形した場合は、無理せずこて先を交換します。こて先は消耗品。ここをケチると、結局すべての作業品質が落ちます。
道具の寿命を延ばす、ちょっとした習慣
- こまめに電源オフ。使わない間も高温で放置しない。温度調節機能つきなら待機温度を活用。
- 固いものでこて先をこすらない。カーボンや金属で無理に削ると、表面のメッキ(鉄めっき層)が剥がれて一気に寿命が縮みます。
- 良いハンダを使う。フラックス(ヤニ)入りの良質なハンダは、こて先にも母材にもやさしく、結果的に道具が長持ちします。
- 用途に合ったこて先・ワット数を選ぶ。太い線材やプラグには熱容量の大きいものを。熱不足を高温・長時間で補うのが、いちばん道具を痛めます。
KMsoundが「道具の手入れ」にこだわる理由
ここまでお読みいただくと分かる通り、きれいなハンダ付けは「整った道具」から生まれます。KMsoundでは、ケーブルを一本ずつ手ハンダするにあたり、こて先のコンディションを常に整え、適切な温度・量で接点を仕上げています。
素材には、プロ現場の定番 CANARE・MOGAMI を使用。確かな素材 × 整えた道具 × 丁寧な手仕事——この積み重ねが、ライブで切れない・ノイズの少ない一本につながります。製作の様子は 「職人が一本ずつハンダ付けする理由」 の記事と動画でもご覧いただけます。